LE/LH 8214F 中高電圧トランスフォーマーのための高品質の屋外エポキシ樹脂鋳造プロセス
LE-8214F/LH-8214F について システム
2019年のことです10違う2019108214F について
エポキシ樹脂 LE- 8214F100pbw 形状
硬化剤 LH-8214F100pbw
フィルラー シリカ粉250pbw
色のパスタ LCシリーズ* 適正なPW
資産イー
2つのコンポーネントのエポキシ樹脂システム,室温で液体,真空鋳造プロセスに適しています
固化収縮が低く,最終製品の寸法安定性,優れた加工性能,高い介電性および機械性があります.
適用する
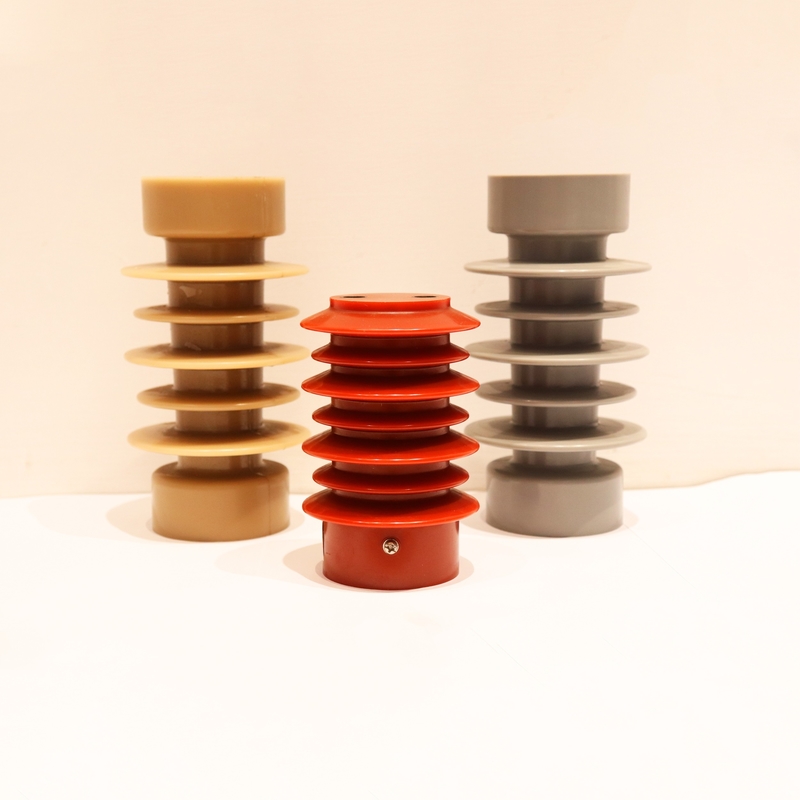
中高電圧の電熱隔熱製品
乾式トランスフォーマー,10~66kVの電流・電圧トランスフォーマーなど
製品データ
| 属性 |
ユニット |
価値 |
| 外見 |
視覚 |
淡い黄色の黄色い液体 |
| 粘度 25°C |
mPa.s |
300から600 |
| 密度 25°C |
g/cm3 |
1.17-124 |
| 蒸気圧 25°C |
パパ |
ゼロくらいです5 |
| 発光点 |
°C |
約140 |
LE-8214FはBPA型エポキシ樹脂を改変したものです. LH-8214Fは改変された炭化物アンヒドリド液体です.
| 資産イー |
ユニット |
価値 |
| 外見 |
視覚 |
透明な粘着性液体 |
| 粘度 25°C |
mPa.s |
7500から12000 |
| 密度 25°C |
g/cm3 |
1.16-120 |
| 蒸気圧 25°C |
パパ |
<0.01 |
| 発光点 |
°C |
約135 |
エポキシ樹脂LE-8214Fと硬化剤LH-8214Fは,一定量のフィラーを真空条件で完全に混合した後,以下の条件で処理することができる.プロセスの状態
| 処理パラメータ |
バキューム鋳造 |
| エポキシ樹脂/硬化剤混合体の温度 |
70°C/2 でプリミックスh+ 最終混合 15-30分 |
| 飼育プロセス |
100°C/8h |
| 模具の温度 |
105°C/4-6h |
| 凍結時間 |
80°C/6h+90°C/4h +100°C/2h+120°C/2h |
| 治療後 |
130°C×10h |
第1ページ3 8214F 仕様 第1ページ3
凍結時間
エポキシ樹脂LE-8214F /HアードナーLH-8214F=100/100
| 温度 |
凍結時間 |
| に120°C |
24-40ミンス |
| に140°C |
12-20ミンス |
| に160°C |
6-10mインス |
機械的および物理的特性
テストされたシステム: エポキシ樹脂LE-8214F / 硬化剤LH-8214F/ フィルラー=100/100/300
条件:120°C×4時間+140°C×8時間
注:次のデータはGB標準に基づいて試験され,顧客の参照のみです.詳細なプロパティは顧客の実際の条件に従って試験する必要があります.
| 属性 |
価値 |
| 熱伝導性 |
0.8-0.9W / mk |
| 熱分解 |
>320°C |
|
水吸収
(23°C×10日)
|
0.10~0.20% |
| 水 吸収 (100°C×60分) |
00.08-0.15 % 体重 |
| 表面抵抗性 |
1014オー |
| 容積抵抗性 |
1015オー.cm |
| 介電強度 |
30kV / mm |
| 損失因数 |
0.02 |
| 属性 |
価値 |
| Tg(DSC) |
75~95°C |
| 張力強度 |
65〜85N/mm2 |
| 折りたたみ強度 |
100〜140N/mm2 |
| 圧縮強度 |
140-180N/mm2 |
| 衝撃強度 |
9〜16kJ/m2 |
| 硬化収縮 |
0.8-1.0% |
| 炎症性(4mm) |
HB クラス |
| 炎症性(12mm) |
HB クラス |
保存
6~35°Cの環境で,しっかりと密閉して乾燥した元の容器に保管する必要があります.使用期限は,ラベルに記載されている有効期限に一致します (通常は12ヶ月)部分的に空いた容器は,使用後すぐにしっかりと閉じておく必要があります.
梱包
樹脂 20kg/バレルまたは 240kg/バレルまたは 1200kg/バレル,固化剤 20kg/バレルまたは 240kg/バレルまたは 1200kg/バレル
F について第一次援助
樹脂,硬化剤,鋳造混合物による目の汚染は,清潔な流水で10〜15分間洗浄して直ちに治療し,その後医師に相談する必要があります.
皮膚 に 塗ら れ た 物質 や 皮膚 に 噴き込まれた 物質 を 抹消 し,汚染 さ れ た 地域 を 洗い,クリーム を 用い て 処理 し て ください.重篤 な 模倣 の 灼傷 の 場合,医師 に 診察 し て ください.汚染 さ れ た 着物 は すぐに 交換 さ れる べき です蒸気を吸い込んだ後に病気になった人は,すぐに家から移動し,疑いの場合は,医療を要請してください.
ページ 23 8214F 仕様 ページ 23
8214F申請手続きの勧告
1材料の調製
1.1 鋳造型は10時間以上,オーブンで100〜110°Cで予熱し,4000kva以上のトランスフォーマーコイルには,予熱時間が長く与えられる.
コイルが完全に乾燥し,設置時に温度が80°C以下でないことを確認する.
1.2 シリカ粉末は,オーブンで110〜120°Cで6時間以上正常温度に封じ込めなければならない.
2材料
2.1 静的混合物の脱ガス
2.1.1 前混合
材料A (エポキシ) は重量比,樹脂:フィラー:カラーペスト100:(125カラーペストの量):適切な量に基づいており,樹脂,フィラー,カラーペストを加えた後に別々に混合されます.
温度は65~70°Cで,少なくとも2時間間,混ぜて脱ガスし,100 < p < 200pa.
材料B (固化剤) は,重量比に基づいて,固化剤:フィラー100:125温度が65~70°Cで,混ぜて脱ガスする時間は2時間未満で,100 < p < 200paです.
2.1.2 最終混合
その後,成分AとBは最終的に混合され,加速剤は不要で,材料AとBは100:100の比率で最終混合タンク (または真空吸入) に混合されます.そして,よく動かすために樹脂と硬化剤を同時にまたは交替的に
2.1.3 食べた後に混ぜ始め,スピラルリフターが回転速度で雨傘の脱ガスのフッドに混合物を上げることができるようにしてください
2.1.4 15 分間混ぜた後,脱ガス用の真空ポンプを起動する.真空度が300pa未満でないこと.
2.1.5 混合の脱ガスの時間は約15〜30分であり,傘表面に泡がないとき脱ガスは完了する.
3キャスティング
3.1 鋳造タンク温度を80°Cから85°Cに設定し,バッチ化4〜5時間前に予熱を開始し,設置中の模具の温度が80°C以下でないことを確保する.
3.2 バッチング後,乾燥し,前熱した模具は,真空処理のために鋳造タンクに押し込まれます.
3.3 鋳造タンクの室温は80°C~85°C,真空度は300pa未満で,真空処理時間は2時間未満である.
3.4 鋳造中に餌は速すぎてはならない.材料が満たされた後,10〜15分間停止し,20〜30分間真空状態を継続することができる.可能な限り,圧力は0で作れます.2-0.3mpa 真空処理後
3.5 最終的な混合鋳造は90分以内に完了する.タンクの固化防止のために,温度と時間を厳格に制御してください.単成分 樹脂 と 固化剤 の 余分 は 数 日 間 保存 できる密閉して温度をよく制御する必要があります

上海・ウェヌー産業株式会社 (株) は,中国上海市フェンシアン地区に位置しています.固化剤 その他の製品エポキシ樹脂,耐火樹脂,固化剤,屋外変形剤,硬化剤,エポキシペスト,脱模剤,フィラーなどヨーロッパにも輸出されています東南アジア,中東地域,ロシア,他のCIS諸国
企業ではISO9001とISO14001の管理システムを通過し,欧州連合"SGS",そして米国UL認証も通過しました. 製品は,ROHSとREACHの安全規制に準拠しています.室内および室外における10~100KV高電圧の電気隔熱に広く使用されている高電圧スイッチの隔熱部品,相互誘導器,トランスフォーマー,原子炉など電子部品や製品のあらゆる種類は,異なるアプリケーションプロセスと鋳造機器に適用することができます私たちの製品の品質は,市場で賞を受賞し,また,私たちの会社のために良い評判を確立しました.
Wenyouは中国に拠点を置いており, グローバル電力に奉仕し, 安定した製品と高品質なサービスを 世界中に提供しています.

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。 english
english
 français
français
 Deutsch
Deutsch
 Italiano
Italiano
 Русский
Русский
 Español
Español
 português
português
 Nederlandse
Nederlandse
 ελληνικά
ελληνικά
 日本語
日本語
 한국
한국
 العربية
العربية
 हिन्दी
हिन्दी
 Türkçe
Türkçe
 indonesia
indonesia
 tiếng Việt
tiếng Việt
 ไทย
ไทย
 বাংলা
বাংলা
 فارسی
فارسی
 polski
polski